欢迎访问宝丽博视智能科技(苏州)有限公司官网!
 返回首页
返回首页  180-1319-1973
返回首页 180-1319-1973
180-1319-1973
返回首页 180-1319-1973


HcvisionSystem是一款通用型机器视觉应用开发平台。主要是针对自动化生产线中,目标定位、质量瑕疵检测、外观尺寸测量、工件计数、识别确认及自动化中对位组装等多项视觉检测功能与需求而推出的产品。其硬件包含工控机及附属配件,内部集成机器视觉算法库HCvisionLib及机器视觉智能软件HCvisionQuick,为用户提供功能齐全、高模块化、高可靠性、易于实现的机器视觉系统解决方
产品特点
——————————————————————————————
1. 新一代人性化操作界面,快速建立视觉检测系统;
2. 流程式编辑界面,节省开发时间;
3. 内建多功能视觉开发工具模块,无需编写代码程序;
4. 提供多样化数字I/O接点;
5. 轻巧的外观体积,节省安装空间;
6. 硬件规格优于同等级系列产品,满足高速运算处理需求;
7. 支持标准GigeVision、USB3.0Vision系列工业相机;
8. 提供完整的机器视觉光源、工业相机镜头等系列产品;
9. 支持工业以太网络、RS-232、RS-485通讯接口,快速连结外部设备;
10. 通过工业级标准认证,系统稳定可靠。
软件功能
检测
配备工具
曲线上毛刺 瑕疵检测 指定色面积 图形有无 轮廓计数 轮廓有无 圆环上毛刺 直线毛刺 分组缺陷 明暗块缺陷 颜色成分有无 图形计数
智能学习工具
...... |
块状物计数 指定色面积
检测并抽取颜色形状相同块状物,可用于统计数量 检测并抽取画面中任意颜色,可判定面积大小、有无
自动计算和设定阈值
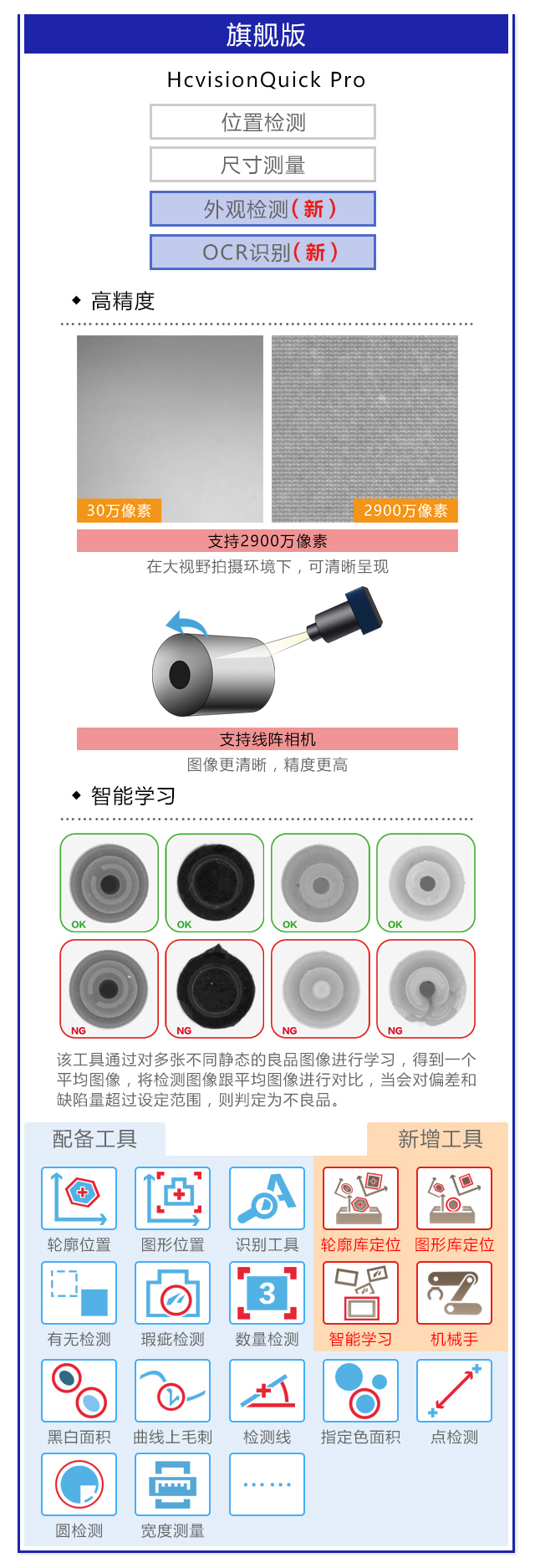
通过对多张不同静态的良品图像进行学习,存在与良品差异化,则判定为不良品的智能检测工具。同时将产
品缺陷部位呈现出,以便快速查找到问题所在。
1. 印刷质量检测
2. 形状对比差异检测
通过【智能学习】工具学习良品图像,对产线中产品 进行检测,排除与良品存在差异化的产品,如印刷质 量、激光打标字符,将流水线上出现印刷重影、漏印、 脏污、缺陷、印刷出错等情况识别为不良品。
通过【智能学习】工具学习良品排除存在良品偏差, 如圆环变形、线条粗细、角度偏移等情况识别为 不良品。
良品 良品
缺陷 缺陷
标准 实际差异
标准 实际差异
9
应用案例
测量
配备工具
凹凸点位置 过三点的圆 检测圆 角平分线 检测线 边缘位置 两点间中点 中心节距 圆环边缘宽度 间隔距离 最大最小宽度 峰间宽度
...... ...... |
中心节距 圆环边缘节距 边缘宽度 角度测量
批量检测中心距离,可输出最大值、最小值、 检测两条边缘距离, 检 测 两 条 直 线 的 角 平均值 可输出相关数值 度,可判定是否偏移
识别
定位
配备工具 应用案例
图形位置 轮廓位置 字符识别 二维码识别 条形码识别
条码识别 二维码识别 OCR 识别
可识别并读取检测范围内的条码和二维码信息 可识别并读取检测范围内的数字、字符
配备工具 应用案例
块状物位置 明暗块状物位置 圆位置
线位置 轮廓位置 图形位置
凹凸点位置
轮廓位置 图形位置
检测指定轮廓对象,输出位置信息,可用于 检测图像中相同图形的位置,判定是否 判定是否缺失、表面状态变化等 合格
应用案例
机械手视觉
轻松构建机械手视觉系统
可实现与各种机械手的直接通讯,视觉系统和机械手坐标系统的统一以及稳定运用。
操作便捷
无需编程,模块式引导,菜单式操作,工作人员无需编程, 可快速掌握操作
高速:达到业内领先水平
高精:达到亚像素级 高鲁棒性:抗干扰,抗噪声,抗遮挡,支持旋转、缩放、
优秀的定位工具
仿射变换等
支持机械手品牌种类齐全
包括 Fanuc、ABB、安川等国内外众多知名品牌
自动校正功能
当相机发生偏移时,只需一键复原,即可立即投入使用。
启动机器人的 9 点移动程序,相机根据机器人移动轨迹拍摄 mark 点同时实现自动标定,无需手动操作机器人, 短时间内精准完成标定。
0/9 Step 移动间隔 3*3
10.00 mm
执行 复位
移动间隔
11
红外视觉
红外热成像检测系统
结合汇萃最新独立自主研发的 IR-CAM 系列红外热成像工业相机,可实现基于温度的视觉检测、定位和测量, 并可实现对每个像素点进行绝对值温度监测。
行业案例
液位灌装检测
液体灌装产品在生产、运输、储存和销售过程中必须进行精确的温度控制。 利用红外相机拍摄的热成像图检测液位,移除灌装过量或灌装不足的瓶 子,高效降低成本的同时最大限度降低人为错误的概率。
PCB 板检测
在正常工作状况下,IC 元器件发散一定范围的热量。存在某些亚稳态情形, 功能正常,但功耗增加,长期运行可能会出现大面积损坏。
汇萃红外检测系统可通过长波红外检测各器件状态并迅速处理,减少故 障发生。同时针对 PCB 板上虚焊、短路等问题,进行精确探测。
3D 视觉
通过 3D 检测将以往使用 2D 的不可能变为可能
可检测高度、凹凸面积、凹凸体积等,支持多个相机检测。通过 3D 扫描可实现对不同特征物体高精度、全 视野的三维测量、狭窄的边缘、间隙,可实现更清晰可靠的数据。
3D 工具
3D 高度检测 3D 轮廓测量 检测球
3D 无序抓取
功能:实现对工具的空间 6 自由度定位
3D 抓取无序抓取分为两个步骤 : 识别定位、路径规划
相机获取的点云
抓取与定位结果显示
13
相机模块
3D 连续轮廓
连续轮廓检测:是在高度图像的设定范围内,
以等间隔描绘多条连续的轮廓线并进行检测。
支持相机类别
汇萃通用智能高速机器视觉软件支持线激光和结构光两种类型 3D 相机,共 4 个系列,其中线激光支持视野 范围:13*6(mm)--1260*800(mm), 结构光支持视野范围:20*15*15--2300*1600*1300(mm),可满足 多种复杂应用场景。高性能,最高检测精度可以达到 0.2um。
可对这些轮廓进行以下多种轮廓检测应用:水 平夹角、中心位置、圆半径、计数、缺陷检测、 高度、线线夹角、线线距离、位置、一线夹截面积、 点点距离、截面积、段差、两线夹截面积以及 宽度等不同的轮廓检测内容。
多台结构光 / 线激光 3D 相机拼接
使用场景:
1. 一台相机视野视野不够; 2. 一台相机大视野精度不
够,需要多个高精度小视
野的相机拼接
拼接前 拼接后
辅助图像即为 3d 相机所获取的亮度图片,软件可以同时处理 3D 强度图与高度图。当被测物高度特征不明显, 但亮度区别大,可以用一个 3D 相机同时处理 3D 和 2D 特征。
辅助图像
例如:在使用 3D 相机测量电路板上的元 器件的高度以及体积时,同时需要识别印 刷在上面的字符。
由于印刷字体的高度与底面的高度差很小,
高度图上的很难识别出字符。但是可以在
辅助图像(强度图)上清晰看到字符。
原图 高度图
辅助图像(强度图)
3D 光谱共焦 | 3D 点激光
点激光区别于传统的 3D 线激光相机,其可实现对镜面、曲面、斜面、凹坑的高精度测量,也可以实现对 透明物体的厚度测量。点激光模块目前包含 3 个工具:点激光高度、点激光段差、点激光平面度。
点激光高度
可以测量指定轮廓线位置的高度
勾选运行预处理,弹出平滑窗口参数,数值的大小指的是平滑窗半径,一般选择 3~5 倍的 x 值的分辨率, 添加平滑后有助于更稳定地得到拐点坐标。
上升沿与下降沿检测:获取上升最快的位置。如果检测的是方波形式的轮廓则不需要添加拐点检测。
点激光平面度
至少需要 4 个轮廓,每条轮廓得到一个 xyz 点,XY 坐标由用户指定,Z 坐标由工具计算得到,计算方式 平均值、最大值、最小值可选。
点激光段差
平面度计算规则如下:n 个点拟合平面(n>3), 求每 个点到平面的距离,距离的最大值减最小值即平面度。
计算两个范围的高度差,用于测量台阶面的
高度差
15
新
预处理
搭载多种种汇萃 2D/3D 预处理算法工具,可大幅改善因工件状态或外部环境引起的条件变化,有效提升检测的稳定性。
实时浓淡
取消工件表面产生的阴影或不均匀光亮,补正 为最适合检测的图像
抽取图像中的污点和瑕疵。
差分
该功能可与注册良品图像进行比较,抽取
存在差异的部分
注册良品图像 当前检测图像 差分图像
明暗补正
补正因照明亮度变化导致的图像亮度变动
原图像
修改模式 无光照模式 正常模式
干扰控制
排除或反向抽取指定面积以下的干扰
抽取磨具上的污点 排除干扰读取文字信息

 苏公网安备 32059002002858号
苏公网安备 32059002002858号



